ÖÂÁĶÓÚđĪŌĩŧúÆũČËĩÄžŊģÉÓëÓĶÓÃ



ËÉÏÂĩÚËÄīúGÏĩÁКļŧúČŦÃæÉýžķĢŽīîÔØIoTĄĒđĶÄÜļüĮŋīóĩÄÎåīúŧúČŲŌŦĩĮģĄĢĄ
GL5ķÔĖžļÖšÍēŧÐâļÖēÄÁÏūßÓÐÁžšÃĩÄšļ―ÓÐÔÄÜĢŽÐĄĄáĩįÁũÏÂŋÉĘĩÏÖĮá·É―ĶķĖ·đýķÉĢŽąęÅäRootļųšļđĶÄÜĢŽĘĘšÏīōĩŨž°īóžäÏķšļ―ÓĄĢŋÉĀĐÕđDeepenÉîÍļŧĄđĶÄÜĢŽÓĶÓÃÓÚšņ°åīóČÛÉîīĐÍļšļšÍšņ°åīōĩŨšļĢŽGL5šļŧúŧđÓзáļŧĩÄđĪŌÕČížþ°üđĐŅĄđšĪŨĢŽķÔšÜķāĖØĘâēÄÁÏŧōĖØÖÖđĪŌÕķžÓÐÁžšÃĩÄĘĘÓÃÐÔĄĢŌēŋÉŌÔķĻÖÆŋŠ·ĒŨĻÓÃĄŋĩÄđĪŌÕČížþĄĢąęŨžÄÚÖÃIoTÄĢŋéšÍÄĢÄâÍĻŅķ―ÓŋÚĢŽŋÉĀĐÕđĘýŨÖ―ÓŋÚĢŽŨũΊŨÔķŊšļŨĻŧúĄĐšÍŧúÆũČËĩįÔīĄĢ
ÖũŌŠšļ―ÓĢĀ ·―·ĻĢšCO2, MAG,MAG Âöģå,ēŧÐâļÖMIG,ēŧÐâļÖMIGÂöģåĄĢ
ÖũŌŠšļ―ÓēÄÁÏĢšĖžļÖĄĒēŧÐâļÖĄĢ
đĪ·ĻđĪŌÕĢš
ŌýŧĄĄĒŧØÉÕŋØÖÆ IBCĄĒÂöģåķĻŧĄģĪŋØÖÆ ALCĄĒļųšļRootĄĒļßĩÍÂöģåHL-PulseĄĒēŧÐâĄöļÖÂöģåS-PulseĄĒšļ―ÓđĪŌÕČížþ

šļ―ÓđĪ·ĻĢš
ŌýŧĄĄĒŧØÉÕŋØÖÆ IBC
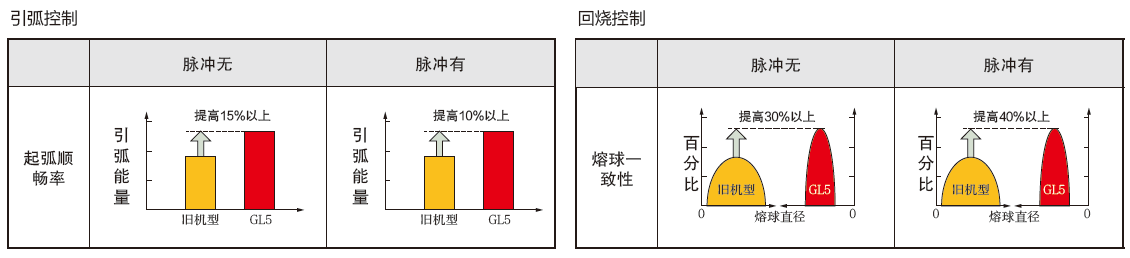
ŌýŧĄšÍÏũČÛĮōŋØÖÆžžĘõIBC (IniArcand BBK Control )ĢŽŌýŧĄēÉÓÃŌėē―ĮúÃæžÓËŲķČŋØĄõÖÆĢŽķŊĖŽĩÄĩũÕûŌýŧĄÄÜÁŋĢŽÄÜŅļËŲĶîĩÄ―ĻÁĒēĒÎČķĻČÛģØĢŽĖáļßŌýŧĄģÉđĶÂĘĢŧŧØÉÕēÉÓÃŋÉŋØÖÆķŊÏũČÛĮōžžĘõĢŽĖáļßČÛĮōīóÐĄĩÄŌŧÖÂĄõĄĄÐÔĢŧÍŽĘąŌýŧĄšÍŧØÉÕĘąžäĩÄËõķĖĢŽÄÜđŧžÓŋėšļ―Ó―ÚÅÄĢŽĖáļßÉúēúĄúЧÂĘĄĢ
ÖØĩþŋØÖÆ SP MAG
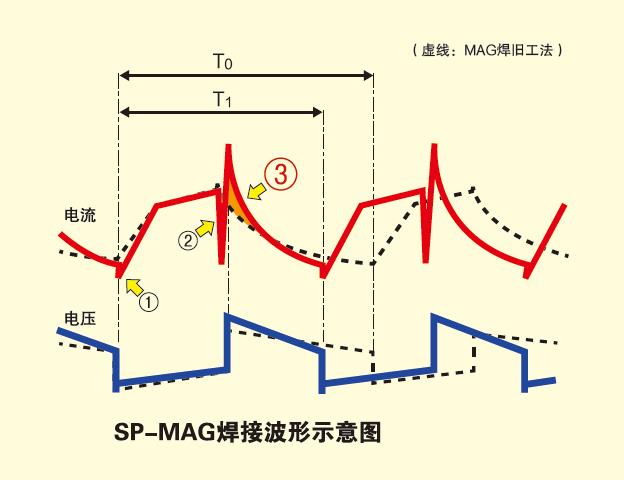
ÖØĩþŋØÖÆ SP MAG(Super-Imposition Control)ĘĮÔÚMAGÆøĖåąĢŧĪÏÂĢŽÍĻđýķþīÎŋŠđØžžĘõĢŽķÔķĖ·ĩÄļũļö―ŨķÎ―øÐÐūŦÏļŋØÖÆĢŽ°üĀĻķÔķĖ·ģõÆÚĄøĩÄÉÏÉýĩįÁũŋØÖÆĄĒķĖ·ÄĐÆÚĩÄÏļūąŋØÖÆšÍķÔķĖ·―áĘøšóČÛĩÎĩÄžÓËŲđýķÉŋØÖÆĩČĢŽĘĩÏÖĄš·É―ĶĩÄīó·ųÏûžõĢŽ·É―ĶŋÉĻ―ÏÆÕÍĻšļŧú―ĩĩÍ85%ŌÔÉÏĄĢ
ĒŲķĖ·ģõÆÚŋØÖÆĄÉ
ļßūŦķČžėēâĩ―ķĖ··ĒÉúšóĢŽÍĻđýĻķþīÎŋŠđØŋØÖÆĘđĩįÁũÖčČŧ―ĩĩÍĢŽÕâŅų·ĀÖđÎĒÐĄķĖ·ĩÄ·ĒÉúĢĻ·ĒÉú·É―ĶĢĐĢŽČ·ąĢĘĩÏÖÎČķĻĩÄķĖĄï·đýķÉĄĢ
ĒÚÏļūąŋØÖÆ
ĩąžėēâĩ―šļËŋžâķËĻąäÏļšóĢŽÔŲīÎÍĻđýķþīÎŋŠđØŋØÖÆžąūįĄÔ―ĩĩÍĩįÁũĢŽ·ĀÖđšļËŋžâķË·ĒÉúąĀĄūķÏĢŽīÓķøžõÉŲ·É―ĶĩÄ·ĒÉúĄĢ
ĒÛSPŋØÖÆ
ķĖ·―áĘøšóĩįÁũŅļĄÓËŲÖØĩþĢĻSuper-ImpositionĢĐĢŽŌÔīËĖáļßšļËŋžâķËĩÄČÛČÚËŲķČĢŽīÓķøËģĀûđýķÉĩ―ÏÂŌŧļöķĖ·ĢŽēĒĮŌËõķĖÁËķĖ·ÖÜÆÚĢĻT0-T1ĢĐĄĢ
ČÛĩÎđýķÉĻÎČķĻŧŊŋØÖÆ MTS CO2
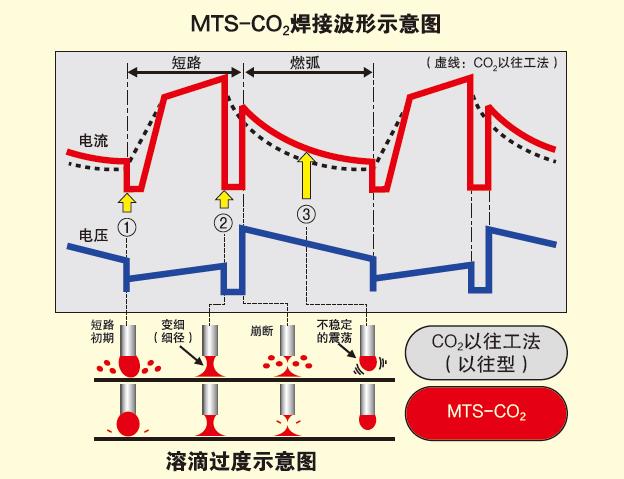
ČÛĩÎđýķÉÎČķĻŧŊŋØÖÆ MTS CO2 (Metal Transfer Stabilization Control)ĘĮÔÚSP MAGŋØÖÆ·―·ĻĩÄŧųīĄÉÏĢŽ―Ŧ·É―ĶŋØÖÆžžĘõīÓMAGšļĀĐÕđĩ―CO2šļĢŽĘđCO2šļ―ÓĩÄ·É―ĶĻ―ĩĩÍĩ―ÆÕÍĻMAGĩÄËŪÆ―ĢŽĘĩÏÖÁËĩÍģÉąūąĢŧĪÆøĖåĘĩÏÖļßÆ·ÖĘšļ―ÓĩÄÄŋąęĄĢ
ĒŲķĖ·ģõÆÚŋØÖÆ
ļßūŦķČžėēâĩ―ķĖ··ĒÉúšóĢŽÍĻđýķþīÎŋŠđØŋØÖÆĘđĩįÁũÖčČŧ―ĩĩÍĢŽÕâŅų·ĀÖđÎĒÐĄķĖ·ĩÄ·ĒÉúĢĻ·ĒÉú·É―ĶĢĐĢŽČ·ąĢĘĩÏÖÎČķĻĩÄķĖ·đýķÉĄĢ
ĒÚÏļūąŋØÖÆ
ĩąžėēâĩ―šļËŋžâķËąäÏļšóĢŽÔŲīÎÍĻđýķþīÎŋŠđØŋØÖÆžąūį―ĩĩÍĩįÁũĢŽ·ĀÖđšļËŋžâķËĻ·ĒÉúąĀķÏĢŽīÓķøžõÉŲ·É―ĶĩÄ·ĒÉúĄĢ
ĒÛMTSŋØÖÆ
ķĖ·đýšóĢŽÔŲīÎČžŧĄĘąĢŽŌÖÖÆČÛģØĩÄÕðĩīĄĢÁíÍâŧđŋÉŌÔĄÆŌÖÖÆČžŧĄÆÚžä·ĒÉúĩÄÎĒÐĄķĖ·ĄĢ
HDÂöģåŋØÖÆ HD-Pulse
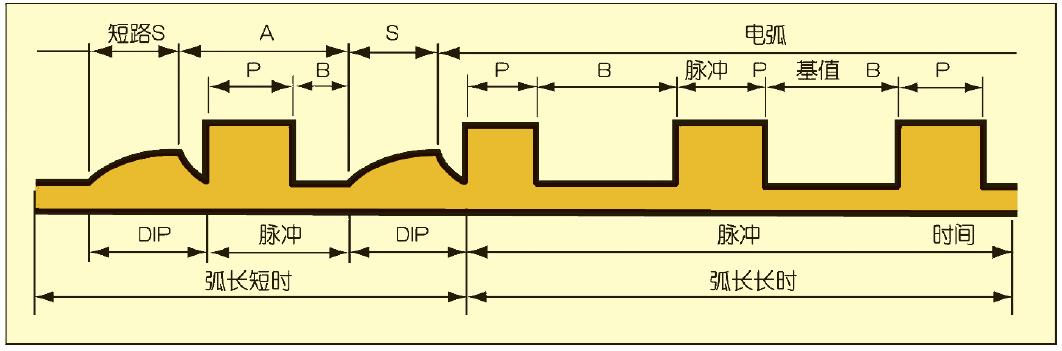
HDÂöģåŋØÖÆ HD-PulseĢĻHyper Dip-Pulse ControlĢĐĘĮÍĻđýķþīÎŋŠđØŋØÖÆĢŽÔÚÂöģåÄĢĘ―ÏÂĘĩÏÖČÛĩÎķĖ·đýķÉĢŽĘĩÏÖŌŧÂöŌŧĄũDipĩÄđýķÉ·―Ę―ĢŽÆäÏÔÖøĖØĩãĘĮĩįŧĄļüķĖĢŽđýķÉĄčÆĩÂĘļßĢŽĩįŧĄÄÜÁŋĩÍĩŦÃÜķČĄņīóĢŽÄÜĘĩÏÖÖÐĄÐĄĄšņ°åĩÄĩÍ·É―Ķž°ļßËŲšļ―ÓĢŽĘĘšÏĖžļÖšņ°åšļ―ÓĩÄļßÆ·ÖĘŌŠĮóĄĢ

ĩįÔīÐ͚Š| YD-350GS5 | |
ēúÆ·ÐōÁКŠ| YD-350GS5HGE | |
ĘäČëĩįŅđ | AC ČýÏā 380 V | |
ķîķĻĘäČëČÝĄîÁŋ | 17.6 kVA | |
ķîķĻĘäČëđĶÂĘ | 13.5 kW | |
ķîķĻĘäģöĩįÁũ | DC 350 A | |
ķîķĻĘäģöĩįŅđ | 31.5 V | |
ŋÕÔØĩįŅđ | DC 76 V | |
ĘäģöĩįÁũĻ·ķΧ | DC 40Ģ350 A | |
ĘäģöĩįŅđ·ķΧ | 16Ģ36 V | |
ķîķĻļšÔØģÖÐøÂĘ | 60% | |
ŋØÖÆ·―Ę― | IGBTÄæąäŋØÖÆ | |
šļ―ÓĻĖõžþīæīĒ | 50 ÍĻĩĀŋÉĩũÓÚļ―Óđæ·ķīæīĒ | |
đæ·ķĩũ―Ú | ·Öąð/ŌŧÔŠŧŊ | |
ĘĘÓÚļËŋĀāÐÍ | ŌĐÐū/ĘĩÐū | |
ĘĘÓÃĄųšļËŋÖąūķ | ĘĩÐū0.8/0.9/1.0/1.2 mm | |
ŌĐÐūĖžļÖ1.2 mm ŌĐÐūĻēŧÐâļÖ1.2 mm | ||
ĘąÐō | šļ―Ó/šļ―ÓĄŠĘÕŧĄ/ģõÆÚĄŠšļ―ÓĄŠĘÕŧĄ | |
ąĢŧĪÆøĖå | CO2šļ―Ó | CO2:100% |
MAGšļ―Ó | Ar:80%,CO2:20% | |
MIGšļ―Ó | Ar:98%,O2:2% | |
ĖáĮ°ËÍÆøĘąžä | 0ĻC10.0 sÁŽÐøĩũ―Ú(0.1 sĩÝÔö) | |
ÖÍšóÍĢÆøĘąžä | 0ĻC10.0 sÁŽÐøĩũ―Ú(0.1 sĩÝÔö) | |
ĩãšļĘąžä | 0.3ĻC10.0 sÁŽÐøĩũ―Ú(0.1 sĩÝÔö) | |
ūøÔĩĩČžķ | Öũąä 155 ĄæĢĻĩįŋđÆũ 200ĄæĢĐ | |
·ĀŧĪĩČžķ | IP21S | |
ĀäČī·―Ę― | ĮŋÖÆ·įĀä | |
ÍâÐÎģßīįĢĻģĪĄÁŋíĄÁļßĢĐ | 708ĄÁ380ĄÁ645 mm | |
ÖØÁŋ | 72 kg | |












